

The history of lean involves luminaries such as Toyoda, Ford, Ohno, Taylor, and many others. Read about their accomplishments and contributions.
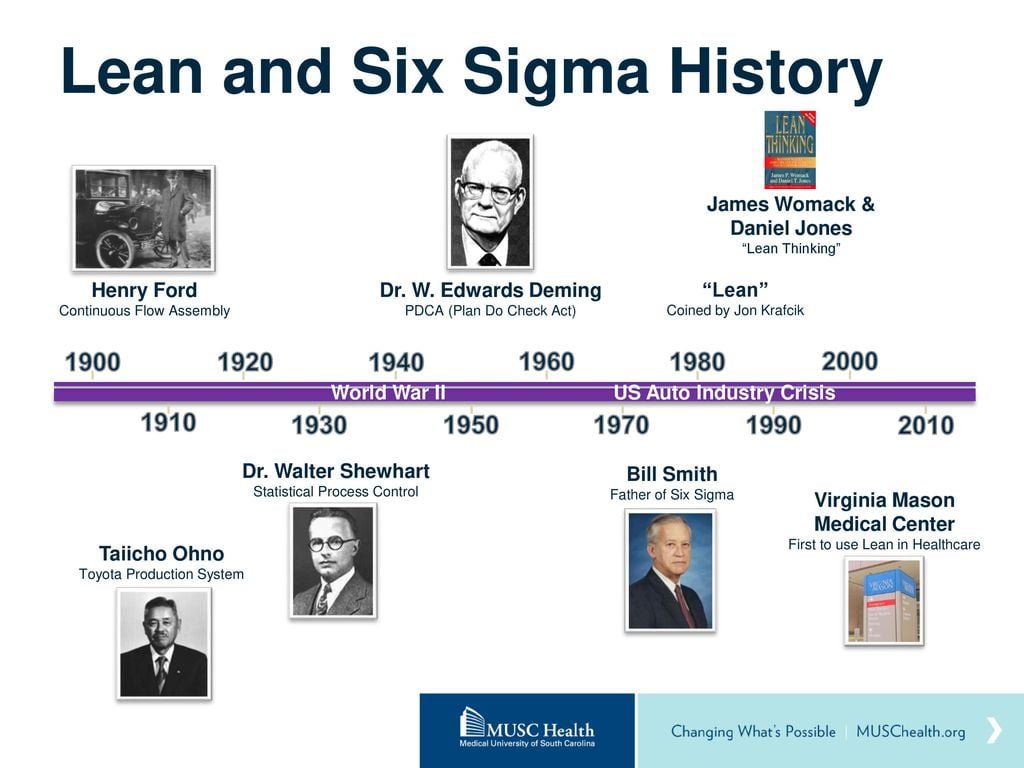
When we talk about lean, the first name that strikes our mind is Toyota. However, it is worth noting that the history of lean started way back in the 1450s in Venice, and thereafter the first person who integrated the concept of lean into the manufacturing system was Henry Ford. Further, in 1799, Eli Whitney came up with the concept of interchangeable parts. Then in 1913, Henry Ford propounded the flow of production by experimenting with the interchanging and movement of different parts so as to achieve standardization of work. However, there was a limitation to Ford’s system that it lacked variety and was applied to only one specification.
Post-World War II
It was only after World War II in the 1930s Toyota was inspired by Ford’s Ùow of production concept and invented the Toyota Production System. The premise of this new system is to change the focus from the use and utilization of individual machines to the work Ùow from the total process.
The Toyota Product system aims at reducing the cost of production, enhancing the quality of products, and increasing the throughput times so that dynamic customer needs are met. Some of the steps that the system incorporated are the sight-sizing of the machines keeping in consideration the needed volume of production, self-regulating features of the machine so that the quality of the manufactured products are enhanced, sequencing the machines as per the process, developing quick steps so that the manufacturing of multiple parts in comparative small volume becomes possible and keeping a strong communication of the requirements of the parts between the steps of the process.
Key Voices in the History of Lean
The concept of lean management was continuously revived with the changing times and needs of the industry. With this dynamism in the industrial environment, a number of proponents of lean manufacturing made significant contributions to the hold of lean management

Frederick Taylor
Early in the 1890s, the father of scientific management, Frederick Taylor investigated closely the work methods and workers at the factory level. After his supervision, he propounded the concepts like standardization of work, time studies, and motion studies, in order to achieve efficiency in the work methods, processes, and operations. However, he ignored the behavioral aspect of the work, which invited many criticisms against him.
The Principles of Scientific Management: Outlines the foundation for modern organization and decision theory. He does this by describing the dilemma: workers harbor fears that higher individual productivity will eventually lead to fewer jobs. Taylor’s suggestion is to deride this fear by providing incentives for workers and re-framing the consumer, shareholder, and worker relationship. This a great and informative read for anyone interested in efficient management practices.
Henry Ford
Starting in 1910, Henry Ford pioneered the famous manufacturing strategy, in which all the resources used at the manufacturing site- people, machines, equipment, tools, and products were arranged in such a manner that a continuous flow of production is facilitated. Earliest American advocate of waste reduction (LEAN). He attained immense success through this process in manufacturing the Model T automobile and even became the richest man in the world.
However, as the world began to change, Ford could not change its work methods and failed when the demand of the market was to add new models, colors, and varieties to the products. Finally, during the 1920s the labor unions and product proliferation ate away the success of Ford, and it was by the mid-1930s that General Motors dominated the automobile market.
Sakichi Toyoda
Sakichi Toyoda established the Toyoda Spinning and weaving company in the year 1918. He was one of the initial contributors to the success of the famous Toyota Production system that aims at eliminating all the waste, by propounding the Jidoka concept. Jidoka- ‘automation with a human touch’ means to facilitate quality at source. He invented the automatic loom in 1896 that not only substituted manual work but also installed the capability to make judgments into the machine itself. The system enhanced work effectiveness and efficiency by mitigating product defects and associated wasteful work practices. The principle was Jidoka leads to early detection of an abnormality, easy stopping of the machine or process on the detection of the issue, immediate Equation of the abnormality, and even helped to investigate the root cause of the issue.
Kiichiro Toyota
Kiichiro Toyota was the founder and second president of Toyota Motor Corporation. He was the son of Sakichi Toyoda and later in 1937, he founded the Toyota Motor Corporation. Kiichiro Toyota took forward his father’s concept of Jidoka and developed his philosophy about the just-in-time (JIT) concept in manufacturing. He paid to visit Ford’s plant in Michigan to understand the flow of the assembly line concept and then proposed the Toyota Production System. The new system aimed at right-sizing the machines with respect to the actual volume needed and introduced mistake-proofing so that quality is ensured and proper sequencing of work processes is done.
Taichi Ohno
One of the biggest achievements of Taichi Ohno was to integrate the Just-in-Time system with the Jidoka System. After his visit to America to study Ford’s methods in 1953, he got highly inspired and understood the future needs of the consumers that they will select the needed products from the shelves and how the products were replenished. This has inspired him to build a successful Kanban system. He even practiced the Dr. Edwards Deming method to incorporate quality at each step of the process from design to after-sales services to the consumers. This was practiced and brought at the Ùoor level by Ohno who integrated this philosophy with the Kiirocho’s just-in-time concept and principle of Kaizen. Hence, he is the true architect of the ‘Toyota Production System’.

TPS
The Toyota Production system relies on a number of concepts, that is pull system, elimination of waste, Quick Die changes (SMED), non-value added work, U-shaped cells, and one piece Ùow. The pull system defines the flow of the material between different processes as determined by the needs of the customers. The company practices the pull system by using a Kanban system, which provides a signal to the customer that the tools are available for shipment to the next process in the sequence
The Toyota Production System also identifies the waste, termed as Muda, and recognizes that waste is anything that does not add value to the customers. Wastes are of seven types; that are over-production, inventory waste, defects, waiting, motion, over-processing, and transportation and handling. The system aims at identifying and eliminating these wastes so as to foster efficiency and effectiveness in the production system.
SMED and U-Shaped cells
Another method adopted by the company is the Quick die changes (Single Minute Exchange of Dies). The aim is to improve the flow (Mura) of production. In other words, the tools and changeovers should take less than one minute (single digit) at the maximum. During the 1950s and 1960s, the company suffered from the presence of bottlenecks at the car body molding presses. The root cause was identified to be the high changeover times. It increased the lot size of the production process and drives up the production cost. Toyota implemented the SMED by placing the precision measurement devices. Especially, for the transfer of heavy-weight dies on large transfer stamping machines used to produce the body of the vehicles.
Further, the long production lines at Toyota were wrapped using a U-shaped cell layout that facilitates lean manufacturing. This increases the efficiency of the workers to operate multiple machines at a time. The Toyota Production System (TPS) practices the one–piece flow. In other words, produces one piece at a time as opposed to mass production. Toyota places a single piece between different workstations with the advantage of the least variance in cycle time and minimum waiting time. This would help to facilitate an optimum balance between different operations and mitigate over-production.
The Toyota Way: In factories around the world, Toyota consistently makes the highest-quality cars with the fewest defects of any competing manufacturer, while using fewer man-hours, less on-hand inventory, and half the floor space of its competitors. Furthermore, The Toyota Way is the first book for a general audience that explains the management principles and business philosophy behind Toyota’s worldwide reputation for quality and reliability.
Shigeo Shingo
Dr. Shigeo Shingo was an industrialist engineer, and a major consultant at Toyota, that successfully helped the company achieve lean manufacturing. He mastered the Kaizen concept. He also understood the success of lean manufacturing by integrating people with effective and efficient processes. In 1960, he developed the SMED system with the aim to achieve zero quality defects.
A Revolution in Manufacturing: The SMED System.
Written by the industrial engineer who developed SMED (single-minute exchange of die) for Toyota, A Revolution in Manufacturing provides a full overview of this powerful just-in-time production tool. It offers the most complete and detailed instructions available anywhere for transforming a manufacturing environment in ways that will speed up production and make small lot inventories feasible. The author delves into both the theory and practice of the SMED system. It explains the fundamentals as well as techniques for applying SMED.
Zero Quality Control: Source Inspection and the Poke-Yoke system
A combination of source inspection and mistake-proofing devices is the only method to get you to zero defects. Shigeo Shingo shows you how this proven system for reducing errors turns out the highest quality products in the shortest period of time. Shingo provides 112 specific examples of poka-yoke development devices, most of them costing less than $100 to implement. He also discusses inspection systems, quality control circles, and the function of management with regard to inspection
A Study of the Toyota Production System
Here is Dr. Shingo’s classic industrial engineering rationale for the priority of process-based over operational improvements in manufacturing. He explains the basic mechanisms of TPS and examines production as a functional network of processes and operations. Then discusses the mechanism necessary to make JIT possible in any manufacturing plant.
Kaizen and the Art of Creative Thinking:
Dr. Shingo reveals how he taught Toyota and other Japanese companies the art of identifying and solving problems. Furthermore, many companies in the West are trying to emulate Lean but few can do it. Why not? Possibly, because we in the West do not recognize the creative potential of every worker in solving problems. Toyota makes all employees problem solvers. Dr. Shingo gives you the tools to do it.
James Womack
James P. Womack was the research director at the Massachusetts Institute of Technology (MIT), Massachusetts. Dr. James P. Womack was born in Little Rock, Arkansason on July 27, 1948. He joined the MIT team to study the Japanese TPS system. Dr. Womack and the team Ùew to Japan to visit the Gemba.
In 1990, they released a book on the revolutionary manufacturing practices developed by Toyota Motor Co. entitled The Machine that Changed the World. Dr. Womack and his team identified that TPS continually creates value for customers with fewer resources. Furthermore, Dr. Womack and his team were convinced that TPS was applicable to any company in any industry in any country. So they searched for a name that would demonstrate the philosophy’s universal nature. They call it “lean.” The name stuck.




